导航切换
我的
导航切换
专业
搜索
节目
画面
研报
注册/登录
个性定制
|
内容总结
章节片段
字幕全文
思维导图
深度学习
追问
拖动时间轴点击获取起止时间码,截取片段时长
不能超过
5分钟
×
点击获取
开始时间:
点击获取
结束时间:
保存片段标题:
保存
|
分享
QQ好友
QQ空间
页面地址:
复制
复制链接给好友,分享精彩视频
扫一扫手机观看&分享
对不起,您不在IP段范围内,无法观看
444 播放
收藏
片段保存及分享
播放有问题?
请戳这里
管道焊接自动化技术
时长:12 分钟
类别:智能焊接技术
简介:ESAB提供全面的管道焊接解决方案。在这个视频中,我们演示了使用PipeweldOrbiter、Warrior和Renegade设备进行管道焊接的技术。
标签:
教学
智能焊接
焊接自动化
相关视频:
基础电弧焊
焊条电弧焊不像氩弧焊和熔化极惰性气体保护焊那样需要保护气,因此深受农民朋友和业务电焊爱好者的喜爱,总有朋友们问我焊条电弧焊如何上手的问题,今天的视频就是给你们的答案。
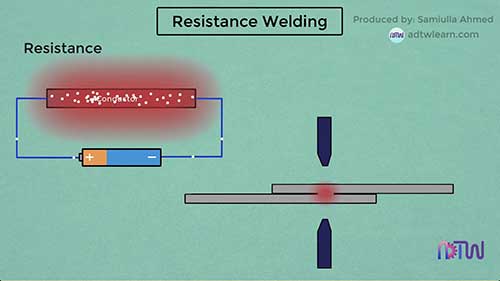
电阻焊的原理
电阻焊是一种常用的焊接方法,通过了解点焊和缝焊的原理、过程以及应用,可以更好地理解这种焊接技术的优势和局限性。
气体放电灯
气体放电灯是由气体、金属蒸气或几种气体与金属蒸气的混合放电而发光的灯。收看视频了解气体放电灯的概念。
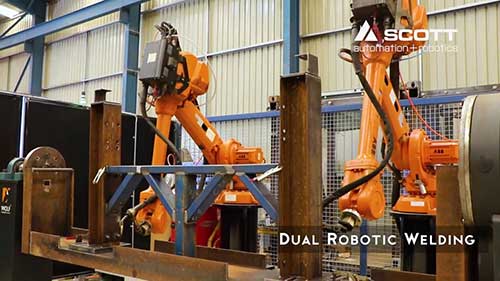
双机器人焊接自动化技术
双机器人焊接自动化技术利用两台机器人来提高焊接一致性、质量、速度,并减少错误。焊接机器人包括弧焊、MIG焊、MAG焊、TIG焊、激光焊和点焊等工艺。
IGM焊接机器人系统
IGM将其丰富的经验投入到焊接机器人系统的设计、制造和供应中。产品范围包括严格用于自动焊接的子系统,以及包括多个机器人单元的整体焊接系统。
管道焊接自动化技术
ESAB提供全面的管道焊接解决方案。在这个视频中,我们演示了使用PipeweldOrbiter、Warrior和Renegade设备进行管道焊接的技术。
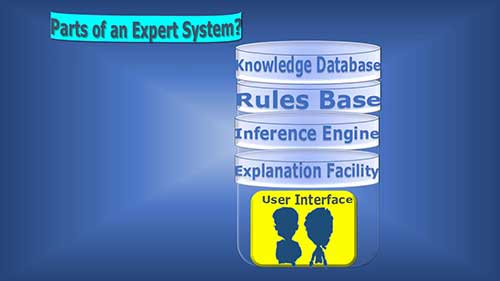
何谓专家系统?
什么是专家系统?专家系统由哪些部分构成?专家系统的工作原理为何?如何创建一个专家系统,我们将在节目中揭晓答案。
LJ焊接自动化系统
LJ焊接自动化公司拥有一流的制造设备和焊接自动化系统。专注于焊接定位、焊接自动化、物料处理和定制制造。
观看记录:





 内容总结
内容总结 章节片段
章节片段 字幕全文
字幕全文 思维导图
思维导图 深度学习
深度学习 追问
追问