导航切换
我的
导航切换
专业
搜索
节目
画面
研报
注册/登录
个性定制
|
内容总结
章节片段
字幕全文
思维导图
深度学习
追问
拖动时间轴点击获取起止时间码,截取片段时长
不能超过
5分钟
×
点击获取
开始时间:
点击获取
结束时间:
保存片段标题:
保存
|
分享
QQ好友
QQ空间
页面地址:
复制
复制链接给好友,分享精彩视频
扫一扫手机观看&分享
对不起,您不在IP段范围内,无法观看
297 播放
收藏
片段保存及分享
播放有问题?
请戳这里
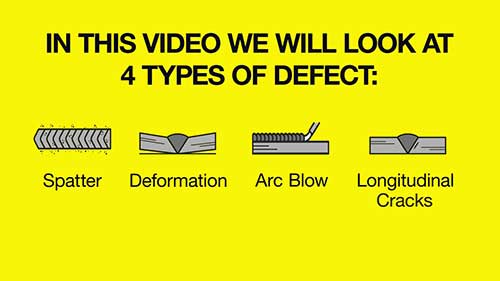
常见的焊接缺陷
时长:12 分钟
类别:智能焊接技术
简介:讨论焊接过程中发生的常见焊接缺陷以及相应的预防措施。
标签:
教学
智能焊接
焊接缺陷
相关视频:
如何处理焊接缺陷1
没有焊工愿意看到自己的焊件发生缺陷,了解缺陷产生的成因,有助于更好的预防缺陷的发生,这里介绍的是飞溅、变形、电弧偏斜和纵向裂纹的成因与处理方法。
ABB机器人焊缝跟踪技术
简要介绍ABB机器人的激光焊接技术以及焊缝跟踪技术。
如何选择电焊条
上期节目我们讲授了关于焊接的一些基础知识,并练习了焊接直焊缝。这周,我们将深入了解不同焊条的特性。
感应式标准传感器
感应式标准传感器是一种可靠且有效的工业传感器,常用于检测金属零件、定位金属工件或监控金属物体的位置。
不锈钢立焊
立焊是指沿接头由上而下或由下而上焊接。焊缝倾角90°(立向上)、270°(立向下)的焊接位置,称为立焊位置。在立焊位置进行的焊接,称为立焊。本期视频我们将演示立焊焊接不锈钢。
双机器人焊接自动化技术
双机器人焊接自动化技术利用两台机器人来提高焊接一致性、质量、速度,并减少错误。焊接机器人包括弧焊、MIG焊、MAG焊、TIG焊、激光焊和点焊等工艺。
轨道式TIG焊机
欧必泰姆的轨道TIG焊机可用于高效地焊接换热器管道,特别适用于工业热交换器的制造。
焊接自动化创新方案
Abagy机器人系统是一家专注于在生产过程中集成先进自动化系统的公司。它们将先进的Photoneo 3D视觉技术整合到了焊接自动化过程中。
观看记录:







 内容总结
内容总结 章节片段
章节片段 字幕全文
字幕全文 思维导图
思维导图 深度学习
深度学习 追问
追问